![]() 您現(xiàn)在的位置 - 首頁 - 產(chǎn)品展示 - 精達發(fā)展產(chǎn)品
您現(xiàn)在的位置 - 首頁 - 產(chǎn)品展示 - 精達發(fā)展產(chǎn)品
|
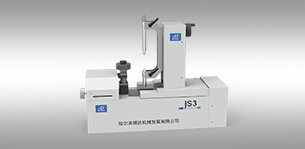
產(chǎn)品名稱:JS3型齒輪雙面嚙合綜合測量儀-微小模數(shù) |
||||||||||||||||||||||||
| 產(chǎn)品介紹: | |||||||||||||||||||||||||
| 適應微電機等行業(yè)齒輪直徑小于100mm的齒輪檢測,為增加儀器運動部分的靈活性,該儀器采用高精度滑臺作為測量部件,導軌無間隙,運動平穩(wěn)靈活,也是雙面嚙合測量儀的一個主流產(chǎn)品。儀器工件部分采用“K字型”結(jié)構(gòu)設計,針對不同長度的工件可上下調(diào)整嚙合位置,在同一位置嚙合;標輪軸長度大大減小,工件嚙合平穩(wěn),準確。該儀器主要針對微電機行業(yè)的“齒輪軸”進行設計,可很好解決這類產(chǎn)品雙嚙測量的難題。該產(chǎn)品采用微機數(shù)控及誤差數(shù)據(jù)采集智能處理技術(shù),自動完成齒輪的一轉(zhuǎn)中心距變動量Fi",一齒中心距變動量fi"和徑向跳動Fr的測量;做到對齒輪的質(zhì)量狀況的快速判定,并能快速確定齒面磕碰點的大小及所在位置,進行在線檢修。特別是增加了精達獨創(chuàng)的標準齒輪偏心誤差修正功能, 可以自動對標準齒輪進行修正,啟動自動測試和修正功能軟件,儀器就會自動完成標準齒輪的測量和修正工作,并把修正數(shù)據(jù)自動存入計算機。大大提高了儀器的測量精度和重復性,解決了傳統(tǒng)的雙嚙儀在測量時,由于標準齒輪的誤差帶來的測量誤差。另外,對測得的數(shù)據(jù)進行處理,把微小的磕碰引起的突跳點從fi”中分離出來,能檢測出6μ以上的突跳點。本儀器一體化的整機設計,外觀美觀,實用性強。還開創(chuàng)性地在雙嚙測量的基礎(chǔ)上,推算出齒輪的跨棒距(M)、公法線(Wk)。理論和實踐證明根據(jù)中心距測量出的M和Wk更符合原理和定義,智能雙嚙儀系統(tǒng)實現(xiàn)的測量比人工測量更穩(wěn)定、更精確、更快速。 | |||||||||||||||||||||||||
技術(shù)特點: |
|||||||||||||||||||||||||
1、采用方便齒輪安裝的測量單元的結(jié)構(gòu)布局;
2、軟件可設定測量速度、嚙合旋轉(zhuǎn)方向;具備中心距偏差分組功能;
3、驅(qū)動電機驅(qū)動采用交流伺服系統(tǒng)及運動控制系統(tǒng)完成測量控制、數(shù)字式高精度光柵進行誤差檢測,實現(xiàn)誤差項目的全自動測量。
4、WINDOWS XP 系統(tǒng)下的全新測量軟件,可輸入被測齒輪、標準齒輪的基本參數(shù)(齒數(shù)、模數(shù)、壓力角、變位系數(shù)),選取精度等級或自由公差進行誤差評定;
5、檢測數(shù)據(jù)(見:儀器測量項目及參數(shù))自動保存,并按被測產(chǎn)品型號、日期統(tǒng)計質(zhì)量指標(CP、CPK值),同時保存格式實現(xiàn)與Office軟件兼容。顯示并可打印出測量報告單,具有統(tǒng)計分析功能;
6、通過軟件設定,可以定位毛刺位置旋轉(zhuǎn)到操作者面前;
7、把2種型號儀器的功能(軸齒輪和盤齒輪)集合在一臺儀器上,本儀器既可以測量盤齒輪,也可以測量軸齒輪。
8、自動高壓吹氣(工件)和毛刷清潔(標準齒輪)功能;
9、標準齒輪偏心誤差檢測和自動修正功能;
10、磕碰傷造成的微小突跳點的判斷。
|
|||||||||||||||||||||||||
| 儀器測量功能及測量軟件: | |||||||||||||||||||||||||
1、測量項目:
徑向綜合總誤差: Fi" 、fi"
徑向跳動:Fr"
中心距變動上、下偏差:(Eas、Eai)
中心距平均值: A
公法線平均長度: Wk
跨棒距平均值: M
2、所需參數(shù):測量齒輪齒數(shù)Z1、被測齒輪齒數(shù)Z2、模數(shù)M、壓力角α、螺旋角β、測量齒輪變位系數(shù)、被測齒輪變位系數(shù);
3、測量結(jié)果處理:測量曲線極坐標顯示、測量曲線直角坐標顯示、測量曲線放大倍數(shù)設定測量誤差數(shù)據(jù)顯示、結(jié)果統(tǒng)計分析、結(jié)果保存、結(jié)果打印;
4、輔助功能:測量齒輪修正、挑毛刺功能設置、中心距分組設定、速度調(diào)整、測量旋轉(zhuǎn)方向選擇、測量次數(shù)選擇、結(jié)果保存方式設定。
5、WINDOWS XP系統(tǒng)下的全新測量軟件,可輸入被測齒輪、標準齒輪的基本參數(shù)(齒數(shù)、模數(shù)、壓力角、變位系數(shù)),選取精度等級或自由公差進行誤差評定。可設定測量速度、嚙合旋轉(zhuǎn)方向,定位毛刺位置,對工件的平均公法線進行分組定義;
6、檢測數(shù)據(jù)自動保存,并按被測產(chǎn)品型號、日期統(tǒng)計質(zhì)量指標(CP、CPK值),顯示并可打印出測量報告單,具有統(tǒng)計分析功能;
7、標準齒輪誤差修正技術(shù),通過軟件可修正標準齒輪的徑向跳動誤差,減小標準齒輪的徑向跳動誤差對測量結(jié)果的影響,保證檢測結(jié)果的一致性及準確性;
8、可通過軟件設定測量速度;
主要精度指標:
|
|||||||||||||||||||||||||
| 儀器參數(shù): | |||||||||||||||||||||||||
|
|||||||||||||||||||||||||

 |
|
|
|
|
|
|