


![]() 您現(xiàn)在的位置 - 首頁(yè) - 新聞中心 - 精達(dá)觀點(diǎn)
您現(xiàn)在的位置 - 首頁(yè) - 新聞中心 - 精達(dá)觀點(diǎn)
2019-08-24 click: 5254
0.引言
齒輪在工業(yè)生產(chǎn)生活中應(yīng)用極為廣泛,隨著現(xiàn)代工業(yè)和科學(xué)技術(shù)的快速發(fā)展進(jìn)步,齒輪震動(dòng),效率壽命等指標(biāo)越來(lái)越受到重視,對(duì)齒輪的精度要求越來(lái)越高。齒輪測(cè)量過(guò)程中,測(cè)量?jī)x器回轉(zhuǎn)工作臺(tái)的回轉(zhuǎn)軸線與齒輪的幾何中心很難重合[1~4],這樣就產(chǎn)生了安裝偏心,導(dǎo)致齒輪的測(cè)量基準(zhǔn)與齒輪制造基準(zhǔn)或者齒輪使用基準(zhǔn)的不一致,測(cè)量結(jié)果中帶有由于工件安裝不準(zhǔn)確帶來(lái)的安裝誤差,從而不能準(zhǔn)確反應(yīng)齒輪加工精度,所以正確采用誤差補(bǔ)償?shù)姆椒ㄏ惭b偏心產(chǎn)生的齒形偏差具有重要意義。
齒輪測(cè)量中心上的齒輪安裝誤差包括齒輪軸線相對(duì)于轉(zhuǎn)臺(tái)軸線的平移誤差和傾斜誤差。其中,一般齒輪軸線的平移誤差稱為偏心,齒輪軸線的傾斜誤差稱為偏擺。為了保證測(cè)量結(jié)果的精度需要消除由安裝引入的這兩項(xiàng)誤差帶來(lái)的誤差成分。研究解決這一難題有助于提升儀器的測(cè)量精度,進(jìn)而提升國(guó)內(nèi)的齒輪測(cè)量中心的國(guó)際競(jìng)爭(zhēng)力。針對(duì)齒輪安裝誤差中某些特定齒輪測(cè)量項(xiàng)的修正問(wèn)題,不少文章提出了不同的解決辦法或模型,但未見(jiàn)在齒輪測(cè)量中心上得到很好的應(yīng)用。本文依據(jù)坐標(biāo)變換原理提出了齒輪偏心測(cè)量模型,很好的解決了齒輪在偏心情況下的齒形測(cè)量問(wèn)題。隨著研究的深入,齒輪測(cè)量模型還可擴(kuò)展到齒距、齒向測(cè)量誤差修正過(guò)程中,可完全解決齒輪在測(cè)量過(guò)程中的安裝誤差問(wèn)題。
1.補(bǔ)償安裝偏心的基本原理
齒輪測(cè)量中心在測(cè)量齒形過(guò)程中可以選擇多種測(cè)量方法對(duì)齒輪進(jìn)行測(cè)量,而法向極坐標(biāo)測(cè)量法因其測(cè)量聯(lián)動(dòng)軸數(shù)少及控制方式簡(jiǎn)單的優(yōu)點(diǎn)應(yīng)用范圍最廣。法向極坐標(biāo)測(cè)量法如圖1-1所示,該方法是根據(jù)齒輪齒廓的展成原理,規(guī)定漸開(kāi)線的展長(zhǎng)方向?yàn)闇y(cè)量方向,將其轉(zhuǎn)化為展長(zhǎng)長(zhǎng)度測(cè)量。由漸開(kāi)線的形成原理可以知道,漸開(kāi)線的法向極坐標(biāo)方程為:

式中:L為被測(cè)點(diǎn)的展開(kāi)長(zhǎng)度  ;為基圓半徑
;為基圓半徑  ;為被測(cè)點(diǎn)對(duì)應(yīng)的展開(kāi)角。
;為被測(cè)點(diǎn)對(duì)應(yīng)的展開(kāi)角。
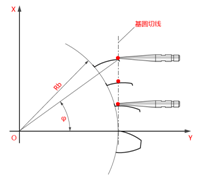
圖1-1 法向極坐標(biāo)測(cè)量齒形
由于齒輪存在加工誤差,在用法向極坐標(biāo)法測(cè)量時(shí),測(cè)頭一直保持隨基圓的切向X軸方向做直線運(yùn)動(dòng),如圖1-1所示。但實(shí)際測(cè)量時(shí)測(cè)球會(huì)隨著齒面誤差相對(duì)擺動(dòng),實(shí)際被測(cè)點(diǎn)測(cè)量展長(zhǎng)與理論展長(zhǎng)差值即為齒面偏差。
齒輪測(cè)量是一個(gè)動(dòng)態(tài)測(cè)量過(guò)程,即齒輪繞回轉(zhuǎn)中心O旋轉(zhuǎn),測(cè)頭沿切向X軸直線運(yùn)動(dòng)。由于安裝偏心,齒輪的幾何中心與回轉(zhuǎn)中心O不重合如圖1-2(a)所示,直接引起被測(cè)點(diǎn)基圓半徑的變化如圖1-2(b)所示,由公式(1)可知,實(shí)際測(cè)量展長(zhǎng)隨著基圓半徑的變化而變化,展長(zhǎng)與展角不再是線性關(guān)系。但在實(shí)際測(cè)量過(guò)程中,測(cè)量動(dòng)作保持不變,既而由測(cè)頭讀數(shù)直接計(jì)算齒面誤差,所得結(jié)果包含了安裝偏心引起的測(cè)量誤差,使得測(cè)量結(jié)果不夠準(zhǔn)確。如圖1-2(b)所示,在沒(méi)有安裝偏心的情況下,被測(cè)點(diǎn)為A,安裝偏心后測(cè)量點(diǎn)為  ,由于受到安裝偏心的影響,所有測(cè)量點(diǎn)都發(fā)生改變。
,由于受到安裝偏心的影響,所有測(cè)量點(diǎn)都發(fā)生改變。
首先利用二維坐標(biāo)變換原理,將實(shí)際坐標(biāo)點(diǎn)回歸到在靜止?fàn)顟B(tài)下齒輪漸開(kāi)線的坐標(biāo)位置,既而得到漸開(kāi)線上所有被測(cè)點(diǎn)坐標(biāo)。安裝偏心補(bǔ)償為事后補(bǔ)償,即已知齒輪水平偏心和偏擺,平移漸開(kāi)線上所有被測(cè)點(diǎn)坐標(biāo)消除水平偏心帶來(lái)的影響,然后在已知偏擺的情況下,利用三維坐標(biāo)變換原理,去除水平偏心的所有被測(cè)點(diǎn)坐標(biāo)進(jìn)行兩次坐標(biāo)轉(zhuǎn)換,進(jìn)一步得到去除偏擺的所有被測(cè)點(diǎn)坐標(biāo)。以起測(cè)點(diǎn)為參考點(diǎn),即齒面誤差為零,利用幾何關(guān)系式求解以起測(cè)點(diǎn)為準(zhǔn)的理論漸開(kāi)線上對(duì)應(yīng)的被測(cè)點(diǎn)坐標(biāo),既而分別求出被測(cè)點(diǎn)理論展長(zhǎng)與實(shí)際展長(zhǎng),二者之差即為實(shí)際齒面加工誤差。
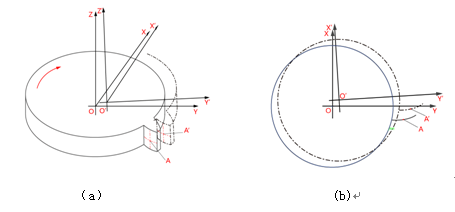
圖1-2 齒輪安裝偏心數(shù)學(xué)模型
2. 安裝偏心齒輪測(cè)量理論數(shù)學(xué)模型的建立
在測(cè)量過(guò)程中,轉(zhuǎn)臺(tái)帶動(dòng)齒輪旋轉(zhuǎn),同時(shí)齒輪測(cè)量中心控制測(cè)桿在X軸方向移動(dòng)一定距離,獲取工件在測(cè)量?jī)x器坐標(biāo)系下所有被測(cè)點(diǎn)的相對(duì)轉(zhuǎn)角值  以及坐標(biāo)點(diǎn)位置
以及坐標(biāo)點(diǎn)位置  ,通過(guò)二維坐標(biāo)變換原理,將齒輪在動(dòng)態(tài)測(cè)量過(guò)程所有被測(cè)點(diǎn)坐標(biāo)還原到齒輪靜止?fàn)顟B(tài)下的坐標(biāo)位置
,通過(guò)二維坐標(biāo)變換原理,將齒輪在動(dòng)態(tài)測(cè)量過(guò)程所有被測(cè)點(diǎn)坐標(biāo)還原到齒輪靜止?fàn)顟B(tài)下的坐標(biāo)位置  ,方程表達(dá)式如下:
,方程表達(dá)式如下:
式中:  為轉(zhuǎn)臺(tái)旋轉(zhuǎn)角度(順時(shí)針?lè)较驗(yàn)檎?/span>
為轉(zhuǎn)臺(tái)旋轉(zhuǎn)角度(順時(shí)針?lè)较驗(yàn)檎?/span>
由于齒輪存在加工誤差,所得坐標(biāo)點(diǎn)并非齒輪漸開(kāi)線理論軌跡坐標(biāo)點(diǎn),所以需要通過(guò)實(shí)際被測(cè)點(diǎn)坐標(biāo)建立直角坐標(biāo)系下理論漸開(kāi)線數(shù)學(xué)方程,如圖2-1所示,令起測(cè)點(diǎn)  為參考點(diǎn)建立理論漸開(kāi)線,記此點(diǎn)齒面誤差為零,利用圓外一點(diǎn)的切線方程求得切點(diǎn)坐標(biāo)
為參考點(diǎn)建立理論漸開(kāi)線,記此點(diǎn)齒面誤差為零,利用圓外一點(diǎn)的切線方程求得切點(diǎn)坐標(biāo)  ,則起測(cè)點(diǎn)
,則起測(cè)點(diǎn)  的展長(zhǎng)可由起測(cè)點(diǎn)
的展長(zhǎng)可由起測(cè)點(diǎn)  和切點(diǎn)
和切點(diǎn)  得到,即:
得到,即:

進(jìn)一步求得展角為

然后由幾何關(guān)系求得漸開(kāi)線起始點(diǎn)坐標(biāo)  ,漸開(kāi)線起點(diǎn)和切點(diǎn)坐標(biāo)確定后,利用余弦定理求得起測(cè)點(diǎn)
,漸開(kāi)線起點(diǎn)和切點(diǎn)坐標(biāo)確定后,利用余弦定理求得起測(cè)點(diǎn)  展角為:
展角為:

則理論展長(zhǎng)表達(dá)式如下:

實(shí)際展長(zhǎng)表達(dá)式如下:

最終齒面誤差為  。
。
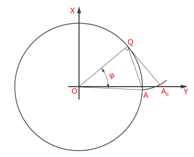
圖2-1 理論漸開(kāi)線數(shù)學(xué)模型
同理求得齒面所有被測(cè)點(diǎn)齒面誤差。
3.安裝偏心誤差修正
3.1水平偏心修正
偏心修正為事后補(bǔ)償,即在已知齒輪測(cè)量截面偏心平移向量 前提下利用偏心修正數(shù)學(xué)模型去掉安裝偏心帶來(lái)的測(cè)量誤差成分,表達(dá)式如下:
前提下利用偏心修正數(shù)學(xué)模型去掉安裝偏心帶來(lái)的測(cè)量誤差成分,表達(dá)式如下:

3.2偏擺誤差修正
 和
和 ,可以求得空間直線矢量的方向余弦
,可以求得空間直線矢量的方向余弦 ,其中
,其中 ,利用三維坐標(biāo)變換原理,將此空間直線做兩次旋轉(zhuǎn)即可保證與回轉(zhuǎn)軸線重合,可得當(dāng)前被測(cè)點(diǎn)實(shí)際坐標(biāo)公式:
,利用三維坐標(biāo)變換原理,將此空間直線做兩次旋轉(zhuǎn)即可保證與回轉(zhuǎn)軸線重合,可得當(dāng)前被測(cè)點(diǎn)實(shí)際坐標(biāo)公式:


然后將去掉水平偏心和偏擺后的坐標(biāo)位置代入上述表達(dá)式中,最終求得實(shí)際齒面誤差為:

4.測(cè)量實(shí)驗(yàn)
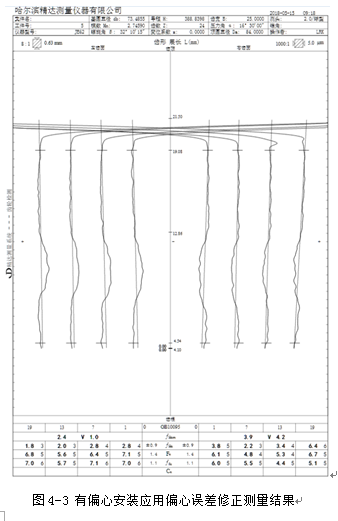
測(cè)量實(shí)驗(yàn)采用模數(shù)為2.7459,齒數(shù)為24的標(biāo)準(zhǔn)漸開(kāi)線圓柱齒輪,齒輪的齒形測(cè)量一般只需測(cè)量四個(gè)近似等分點(diǎn)上的齒輪,以這四個(gè)齒輪的齒形誤差代替整個(gè)齒輪的齒形誤差。為了做對(duì)比實(shí)驗(yàn),本文選用了一上下頂尖定位的標(biāo)準(zhǔn)斜齒,實(shí)驗(yàn)前先在齒輪上的一齒上做標(biāo)記,以保證接下來(lái)的幾次測(cè)量都是測(cè)量同樣的齒面。第一次測(cè)量時(shí)通過(guò)上下頂尖安裝齒輪,可認(rèn)為齒輪無(wú)安裝誤差,測(cè)得齒形結(jié)果如圖4-1所示,第二次測(cè)量人工制造安裝偏心誤差,測(cè)得齒形結(jié)果如圖4-2所示,第三次測(cè)量通過(guò)偏心修正算法測(cè)量齒輪齒形,測(cè)得齒形結(jié)果如圖4-3所示。對(duì)同一齒輪同一齒面三次測(cè)量測(cè)量結(jié)果對(duì)比,結(jié)果如表1所示。
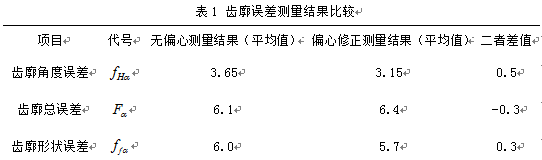
重復(fù)測(cè)量5次,測(cè)量各項(xiàng)誤差結(jié)果保證在±1μm以內(nèi),可以實(shí)現(xiàn)偏心修正功能,并且測(cè)量結(jié)果穩(wěn)定,精度和準(zhǔn)確度很高。

5.總結(jié)
本文提出了一種新穎的偏心修正補(bǔ)償?shù)臏y(cè)量方法,有效的解決了安裝偏心降低齒輪測(cè)量結(jié)果精度的難題,保證了齒輪測(cè)量結(jié)果的準(zhǔn)確度和精度。經(jīng)過(guò)實(shí)際測(cè)試表明,該測(cè)量方法正確可行,測(cè)量結(jié)果穩(wěn)定、準(zhǔn)確。
參考文獻(xiàn):
[1]宋承志. 大型齒輪測(cè)量中心齒輪安裝誤差補(bǔ)償技術(shù)研究[D].哈爾濱工業(yè)大學(xué),2014.
[2]孫慧霖.漸開(kāi)線圓柱齒輪測(cè)量誤差的分析與修正.哈爾濱理工大學(xué),2012.
[3]郭敬濱,張大廈,張繼成.大齒輪齒形測(cè)量中補(bǔ)償安裝偏心的理論分析.天津大學(xué)學(xué)報(bào),2012.05.
[4]楊燕鴿.齒輪安裝偏心情況下在機(jī)測(cè)量方法的研究.西安工業(yè)大學(xué),2012.
 |
|
|
|
|
|
|
行工廠參觀")