


![]() 您現(xiàn)在的位置 - 首頁(yè) - 新聞中心 - 精達(dá)觀點(diǎn)
您現(xiàn)在的位置 - 首頁(yè) - 新聞中心 - 精達(dá)觀點(diǎn)
2019-12-26 click: 5166
摘要:擺線齒輪是高精度減速器中關(guān)鍵零部件之一,擺線齒輪測(cè)量也是行業(yè)研究的重點(diǎn)[1]。本文以極坐標(biāo)原理的擺線齒輪測(cè)量?jī)x為基礎(chǔ),研究了擺線齒輪測(cè)量的方法。通過擺線測(cè)量?jī)x的高精度、高剛性測(cè)頭對(duì)擺線齒輪整周快速掃描、等回轉(zhuǎn)間距數(shù)據(jù)采集,采用“最小二乘”對(duì)稱中線數(shù)據(jù)處理方式確定所測(cè)擺線齒輪角向位置,進(jìn)行測(cè)量數(shù)據(jù)數(shù)據(jù)處理,通過與理論輪廓、設(shè)計(jì)齒廓進(jìn)行對(duì)比處理誤差,進(jìn)而討論了涉及擺線齒輪的各項(xiàng)誤差項(xiàng)目的定義及表達(dá)方式,比較全面的論述了擺線齒輪測(cè)量原理及遇到的關(guān)鍵問題,以精度項(xiàng)目指標(biāo)表達(dá)出擺線齒輪的精度情況。
關(guān)鍵詞:擺線齒輪;擺線齒輪測(cè)量?jī)x;誤差項(xiàng)目定義
0.引言
擺線齒輪作為擺線減速器關(guān)鍵零部件,其制造精度直接影響到減速機(jī)的傳動(dòng)質(zhì)量[3]。特別是新興的機(jī)器人關(guān)節(jié)RV減速機(jī)更是目前齒輪行業(yè)熱門研究對(duì)象,對(duì)擺線齒輪的制造精度具有更高的要求。擺線齒輪傳動(dòng)與圓柱齒輪不同,為保證擺線減速機(jī)或RV減速機(jī)的傳動(dòng)精度,提高傳動(dòng)效率,減小背隙,擺線齒輪本身的修形非常重要,所以在制造過程中,控制修形量是重要的工作。而控制修形首先要精確對(duì)擺線的齒廓進(jìn)行精確測(cè)量。擺線齒輪測(cè)量是目前行業(yè)面臨的一個(gè)新的技術(shù)問題。由于擺線齒輪相應(yīng)的精度標(biāo)準(zhǔn)相對(duì)落后,市場(chǎng)上也未見針對(duì)擺線齒輪測(cè)量的專用量?jī)x,其誤差項(xiàng)目的表達(dá)方式也未得到行業(yè)統(tǒng)一和認(rèn)可,國(guó)外在三坐標(biāo)測(cè)量機(jī)、齒輪量?jī)x上測(cè)量擺線齒輪,只是把擺線齒輪作為一種通用輪廓進(jìn)行測(cè)量,并不能全面的反映擺線齒輪的精度本質(zhì),對(duì)評(píng)價(jià)擺線齒輪精度并無(wú)實(shí)際意義。
由于擺線齒輪齒形屬于復(fù)雜曲面,設(shè)計(jì)“修形量”屬于企業(yè)的核心“秘密”,加工方法從展成磨削到成型磨削,影響擺線齒輪加工精度的因素很多,加工誤差不僅要考慮砂輪、機(jī)床等帶來(lái)的制造誤差,更應(yīng)該對(duì)應(yīng)設(shè)計(jì)修形來(lái)評(píng)定加工誤差。為解決擺線齒輪測(cè)量問題,哈爾濱精達(dá)測(cè)量?jī)x器有限公司,在天津大學(xué)李真老師多年研究擺線齒輪測(cè)量的基礎(chǔ)上,并與河南科技大學(xué)合作,針對(duì)測(cè)量方法進(jìn)行多年研究。本文提出一種基于極坐標(biāo)方法的擺線齒輪測(cè)量方案,并重點(diǎn)討論相應(yīng)誤差處理方法及各項(xiàng)誤差項(xiàng)目的定義表達(dá)方式。
1.擺線齒輪測(cè)量定位問題與測(cè)量?jī)x器
擺線齒輪作為一個(gè)回轉(zhuǎn)體零件,所有傳動(dòng)及測(cè)量理論均是基于回轉(zhuǎn)體轉(zhuǎn)動(dòng)建立的傳動(dòng)理論,本文提出以下問題,并提出相應(yīng)觀點(diǎn):
1.1擺線齒輪測(cè)量的定位問題
擺線齒輪在測(cè)量?jī)x器上的定位問題,是解決擺線齒輪的制造基準(zhǔn),使用基準(zhǔn)和測(cè)量基準(zhǔn)之間關(guān)系首先遇到的問題。
對(duì)于擺線減速機(jī)及大部分液壓馬達(dá)中的擺線齒輪測(cè)量,由于擺線齒輪傳動(dòng)是以其中心回轉(zhuǎn)進(jìn)行工作,以其中心孔通過定位卡具或者配備芯軸在儀器上進(jìn)行測(cè)量沒有問題。但對(duì)于“RV”擺線行星齒輪傳動(dòng)中的擺線齒輪,其最大的不同是中心孔只是普通的加工基準(zhǔn)或起到減重作用,擺線齒輪真正工作的是三個(gè)均勻分布的“曲軸孔”,我們認(rèn)為,對(duì)于這三個(gè)重要的“曲軸孔”的形位誤差,直徑等的精密測(cè)量是擺線齒輪測(cè)量的必要前提條件,在三坐標(biāo)等很多儀器上可以很方便的完成測(cè)量。但是,擺線齒輪測(cè)量的定位應(yīng)結(jié)合擺線齒輪磨加工的定位卡具一起在儀器上進(jìn)行測(cè)量如圖1所示,才能保證測(cè)量與加工基準(zhǔn)的一致,對(duì)擺線齒輪研究“修形”才有意義,所以我們針對(duì)“RV”擺線齒輪的測(cè)量?jī)x器設(shè)置了上下頂尖系統(tǒng),而擺線減速機(jī)擺線齒輪的測(cè)量則通過磨削擺線齒輪所使用的精確定心的工裝進(jìn)行定位如圖1所示,保障測(cè)量基準(zhǔn)與加工基準(zhǔn)的一致。

1.2專門設(shè)計(jì)的擺線齒輪測(cè)量專機(jī)是解決擺線齒輪測(cè)量的最好選擇
基于“極坐標(biāo)”測(cè)量原理針對(duì)擺線齒輪進(jìn)行誤差測(cè)量,雖然極坐標(biāo)測(cè)量系統(tǒng)是相對(duì)簡(jiǎn)單的一種測(cè)量系統(tǒng),原理上只需要三個(gè)坐標(biāo)軸即可完成測(cè)量,但是我們?nèi)匀煌扑]“擺線齒輪測(cè)量專機(jī)”的解決方案。
1)雖然帶轉(zhuǎn)臺(tái)的三坐標(biāo)測(cè)量機(jī)、齒輪測(cè)量中心等測(cè)量?jī)x器原理上完全滿足測(cè)量的需求,但是從技術(shù)上來(lái)說(shuō),三坐標(biāo)測(cè)量機(jī)由于空間誤差較大,精度滿足不了測(cè)量要求,而齒輪測(cè)量中心由于其測(cè)頭系統(tǒng)主要是滿足圓柱齒輪測(cè)量問題的設(shè)計(jì),而且圓柱齒輪(包括齒輪刀具等)的測(cè)量方向與極坐標(biāo)不同,而采用極坐標(biāo)在齒面掃描測(cè)量時(shí),由于儀器測(cè)針本身剛性較差,在擺線齒輪極坐標(biāo)測(cè)量過程中側(cè)向剛性變形是一個(gè)很大問題,測(cè)量結(jié)果會(huì)由于側(cè)向摩擦造成很大誤差,雖然我們齒輪測(cè)量中心也開發(fā)了“擺線齒輪”測(cè)量模塊,并且在貴州群建一臺(tái)齒輪測(cè)量中心上得到應(yīng)用,但是不作為推薦方案。當(dāng)然如果是僅測(cè)量擺線齒輪大致輪廓的情況除外;
2)專門設(shè)計(jì)的擺線齒輪測(cè)量專機(jī),包括機(jī)械系統(tǒng)、數(shù)控系統(tǒng)和測(cè)量系統(tǒng)三部分。機(jī)械系統(tǒng)作為齒輪測(cè)量中心的主體,包括四個(gè)坐標(biāo)軸:切向軸X、徑向軸Y和垂直軸三個(gè)方向的直線軸,以及旋轉(zhuǎn)主軸Φ。這里對(duì)極坐標(biāo)測(cè)量系統(tǒng)仍增加一個(gè)額外的切向X坐標(biāo)軸,并不參與測(cè)量過程,但是測(cè)量之前在儀器標(biāo)定、建立精確的測(cè)頭測(cè)量線通過回轉(zhuǎn)軸心方面起到關(guān)鍵作用,是必不可少的設(shè)計(jì)。專機(jī)主要在測(cè)頭方面進(jìn)行設(shè)計(jì),保障測(cè)頭側(cè)向高剛性、測(cè)量方向靈活、穩(wěn)定可靠。圖2、圖3分別是對(duì)應(yīng)RV擺線齒輪和普通擺線減速機(jī)擺線齒輪而設(shè)計(jì)的兩種儀器。
3)采用精達(dá)“軟測(cè)頭輪廓曲線自動(dòng)跟蹤控制技術(shù)”可有效的減少測(cè)頭正面測(cè)量力,減少摩擦,從而進(jìn)一步減小測(cè)頭側(cè)向剛性帶來(lái)的測(cè)量誤差,保障測(cè)量系統(tǒng)高速、高效、精確的測(cè)量。

2.擺線齒輪極坐標(biāo)測(cè)量方法
以極坐標(biāo)原理測(cè)量擺線齒輪,測(cè)量時(shí)由主軸Φ旋轉(zhuǎn)帶動(dòng)擺線齒輪旋轉(zhuǎn),同時(shí)擺線齒輪推動(dòng)測(cè)球在齒面上進(jìn)行掃描測(cè)量,儀器同時(shí)實(shí)時(shí)記錄主軸光柵數(shù)值及測(cè)頭數(shù)值,對(duì)回轉(zhuǎn)Φ軸及徑向Y軸按照0.05度的等轉(zhuǎn)角間隔進(jìn)行密集數(shù)據(jù)采集。
本測(cè)量方法不規(guī)定起始測(cè)量位置,在擺線任意轉(zhuǎn)角進(jìn)行整周360度的數(shù)據(jù)采集。這樣簡(jiǎn)化了測(cè)量過程,加快測(cè)量速度。對(duì)采集的數(shù)據(jù),需要首先采取以“最小二乘”對(duì)稱中線數(shù)據(jù)處理方式確定首個(gè)擺線齒的中心位置。
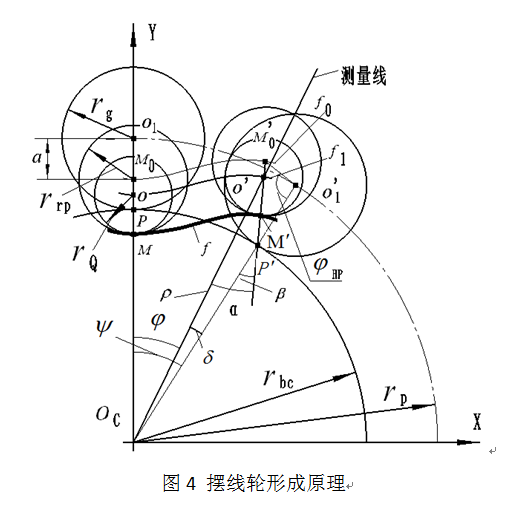
通過采集數(shù)據(jù)進(jìn)行計(jì)算并與理論擺線、設(shè)計(jì)擺線的齒廓進(jìn)行對(duì)比,得到擺線齒輪誤差。擺線齒輪測(cè)量的測(cè)頭軌跡曲線是理論短幅外擺線的等距曲線[4],它的形成原理如圖4所示。
假設(shè)極坐標(biāo)系的極點(diǎn)為  點(diǎn),基線為
點(diǎn),基線為  軸,則
軸,則  點(diǎn)的極坐標(biāo)為
點(diǎn)的極坐標(biāo)為  ,測(cè)量線為基圓圓心
,測(cè)量線為基圓圓心  與測(cè)球圓心
與測(cè)球圓心  的直線,即測(cè)量線沿
的直線,即測(cè)量線沿  方向。測(cè)量過程中,測(cè)量線與法線間的夾角為
方向。測(cè)量過程中,測(cè)量線與法線間的夾角為  ,本文將
,本文將  稱為測(cè)量壓力角。
稱為測(cè)量壓力角。  為嚙合相位角,
為嚙合相位角,  ,擺線齒輪齒數(shù)為
,擺線齒輪齒數(shù)為  ,針齒齒數(shù)為
,針齒齒數(shù)為  ,若齒輪為一齒差傳動(dòng),則
,若齒輪為一齒差傳動(dòng),則  。計(jì)算的理論方程如下[2]:
。計(jì)算的理論方程如下[2]:
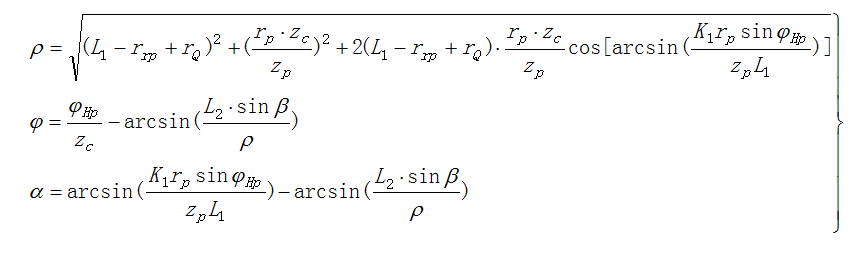
式中:  為測(cè)球中心的極徑、極角值,
為測(cè)球中心的極徑、極角值,  為測(cè)球?qū)Ρ粶y(cè)點(diǎn)的測(cè)量壓力角;
為測(cè)球?qū)Ρ粶y(cè)點(diǎn)的測(cè)量壓力角;  為針齒中心分布圓半徑,
為針齒中心分布圓半徑,  為擺線輪齒數(shù),
為擺線輪齒數(shù),  為針輪齒數(shù),a為偏心距,
為針輪齒數(shù),a為偏心距,  為測(cè)球半徑,
為測(cè)球半徑,  為針齒半徑,
為針齒半徑,  為短幅系數(shù),
為短幅系數(shù),  為嚙合相位角。
為嚙合相位角。
3.擺線齒輪誤差項(xiàng)目
本文提出關(guān)于擺線齒輪評(píng)價(jià)的精度體系,包括誤差項(xiàng)目的定義及誤差處理方式:
3.1 截面綜合總偏差
擺線齒輪測(cè)量?jī)x通過由極坐標(biāo)測(cè)量結(jié)合計(jì)算機(jī)密集采樣的測(cè)量原理,可以快速的得到擺線齒輪整周的徑向誤差曲線,處理得到截面綜合總偏差,截面綜合總偏差表示擺線齒輪整轉(zhuǎn)的誤差情況,實(shí)踐中可以快速判斷擺線齒輪的加工情況,結(jié)果如圖5所示。

3.2 齒廓偏差
齒廓誤差是擺線齒輪測(cè)量的核心,本文給出兩種形式的表達(dá)方式:
第一種是參照?qǐng)A柱齒輪的概念,從截面綜合總誤差中提取4個(gè)單齒進(jìn)行分析,參照采用圓柱齒輪齒廓的概念,分離出齒廓總誤差、形狀誤差、角度誤差,需要說(shuō)明的是誤差曲線誤差方向是與設(shè)計(jì)齒廓的差值,而長(zhǎng)度方向是以一齒360度的等嚙合角進(jìn)行評(píng)定,誤差曲線如圖6所示。
第二種是針對(duì)典型一個(gè)齒進(jìn)行表達(dá),考慮到擺線齒輪修形的重要性,專門定義了針對(duì)擺線修形的誤差分析方案,對(duì)任意一個(gè)齒,通過將極坐標(biāo)轉(zhuǎn)換成直角坐標(biāo)進(jìn)行分析,直觀給出理論擺線輪廓,給定修形量(等距、移距、轉(zhuǎn)角或直接按照坐標(biāo)點(diǎn)給定的誤差曲線修形表格)后的設(shè)計(jì)輪廓,以及在設(shè)計(jì)輪廓為基準(zhǔn)的加工誤差曲線,該修形誤差曲線,將理論、設(shè)計(jì)齒廓、加工誤差等幾個(gè)方面的關(guān)系清晰表達(dá)出來(lái),方便擺線齒輪傳動(dòng)的分析。測(cè)量結(jié)果如圖7所示,其中紫色曲線為以擺線齒輪為進(jìn)行修行的理論曲線,藍(lán)色曲線為擺線齒輪修行后的理論曲線,黃色曲線為測(cè)量誤差曲線。
以上第一種齒廓表達(dá)形式,在誤差曲線長(zhǎng)度方向是擺線的等距嚙合角度,反應(yīng)的是擺線齒輪的嚙合特性,而后一種齒廓表達(dá)形式,是轉(zhuǎn)化成直角坐標(biāo),清晰表達(dá)理論齒廓,設(shè)計(jì)齒廓及測(cè)量實(shí)際誤差曲線的關(guān)系,更緊密結(jié)合CAD數(shù)字化設(shè)計(jì)制造的評(píng)判。


3.3 齒距偏差
本文給出的擺線齒距誤差定義,與圓柱齒輪不同,也不符合早期的擺線齒輪精度標(biāo)準(zhǔn)中擺線齒輪齒距誤差定義。本文將擺線齒輪一個(gè)360°嚙合角對(duì)應(yīng)的一個(gè)“完整齒”作為一個(gè)齒處理,不分左右齒面,主要從以下幾點(diǎn)考慮:
1)擺線齒輪的一個(gè)齒嚙合角360度是一個(gè)完整平滑的齒,是同一個(gè)齒面;
2)從工作原理考慮,整個(gè)齒參與嚙合過程,并且研究“修形”也是針對(duì)整個(gè)齒面進(jìn)行討論;
3)從加工原理考慮,特別是成形加工的普及,一個(gè)齒距角對(duì)應(yīng)加工過程的一個(gè)齒分度,圓形砂輪作用到齒的左右面誤差影響一致,即左右齒面修形是對(duì)稱的;
4)從測(cè)量角度考慮,由于左右齒面齒高中部,與圓柱齒輪相比,齒面在圓周方向的斜率較大,測(cè)量誤差大,而把齒分度定義成整個(gè)齒的中心位置作為分度考核,可利用整個(gè)齒面多點(diǎn)擬合的數(shù)學(xué)原理,得到很高精度的測(cè)量誤差;
齒距誤差處理后結(jié)果如圖8所示。

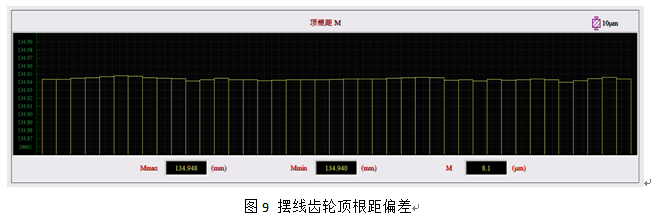
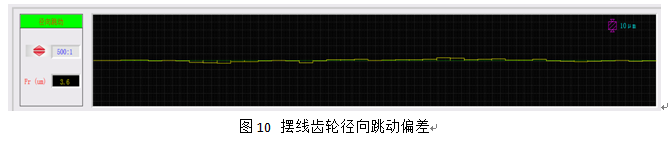
3.4 頂根距偏差與徑向跳動(dòng)偏差
頂根距偏差和徑向跳動(dòng)誤差由已經(jīng)測(cè)量出擺線齒輪整周的數(shù)據(jù),通過數(shù)據(jù)處理,可以得到全部頂根距誤差變動(dòng)曲線和徑向跳動(dòng)誤差變動(dòng)曲線,測(cè)量偏差結(jié)果如圖9、10所示。
4.總結(jié)與觀點(diǎn)
本文對(duì)擺線齒輪的測(cè)量問題進(jìn)行了討論,由于擺線齒輪相應(yīng)的精度標(biāo)準(zhǔn)相對(duì)落后,市場(chǎng)上也未見針對(duì)擺線齒輪測(cè)量的專用量?jī)x,其誤差項(xiàng)目的表達(dá)也未得到行業(yè)統(tǒng)一,很多三坐標(biāo)、齒輪測(cè)量中心都說(shuō)可以測(cè)量擺線齒輪,但擺線齒輪制造真正需要的測(cè)量誤差項(xiàng)目,真正對(duì)擺線齒輪的精度提升具有實(shí)際意義和作用的誤差項(xiàng)目定義等問題,仍是行業(yè)需要研究的新課題,本文希望拋磚引玉,真正提高我國(guó)在該領(lǐng)域的技術(shù)水平,歡迎討論指導(dǎo)。
參考文獻(xiàn):
[1] 李真,莊葆華,等.擺線齒輪誤差與測(cè)量技術(shù)[J]. 機(jī)械傳動(dòng),1997,01.
[2] 郭敬濱,王嫻,周廣才等.擺線齒輪極坐標(biāo)徑向測(cè)量技術(shù)的研究[J].工具技術(shù), 2010,(7).
[3] 周軍香,RV減速器擺線輪誤差檢測(cè)技術(shù)研究[D],河南科技大學(xué),2017.
[4] 張建軍,梁錫昌,行星擺線齒輪的公法線尺寸的確定方法,重慶大學(xué)學(xué)報(bào),1987,4(2).
 |
|
|
|
|
|
|
行工廠參觀")