


2019-12-24 click: 4653
摘要:采用齒輪雙面嚙合測量儀測量齒輪徑向綜合誤差時,所用的標準齒輪的結構和精度直接影響到被測齒輪的徑向綜合誤差的測量精度,標準齒輪與被測齒輪嚙合測量的相位不同更會影響到測量結果,測量結果的重復誤差很大。現有方式只能通過提高標準齒輪本身的制造精度來確保齒輪徑向誤差測量的精度,但高精度的標準齒輪制造成本又相當昂貴。本文從齒輪雙面嚙合的工作原理出發,提出了一種能消除標準齒輪引入誤差的方法,該方法解決了齒輪雙面嚙合測量結果分散性大的問題,使測量結果徑向綜合誤差一致性得到顯著提高,為確定齒輪雙面嚙合儀精度級別提供了可靠的依據;同時降低對標準齒輪本身精度的要求,提高測量結果的一致性,提升齒輪的制造精度,滿足齒輪工業生產的需求。
關鍵字:雙面嚙合測量儀;齒輪測量;齒輪徑向誤差;標準齒輪誤差修正
0.引言
齒輪在工業生產生活中應用極為廣泛,隨著現代工業和科學技術的快速發展進步,齒輪震動,效率壽命等指標越來越受到重視,對齒輪的精度要求也越來越高[1]。基于齒輪雙面嚙合測量原理的齒輪徑向綜合測量越來越廣泛得到應用,一般齒輪雙面嚙合測量用于齒輪制造的最終檢驗,具有測量設備簡單,測量速度快,全面反映齒輪制造精度[2]等優點。
國際(ISO)及國家(GB)齒輪精度標準明確規定了齒輪徑向綜合誤差的精度分級,但是在齒輪制造實際應用中,很難根據標準評判齒輪精度等級,這主要是由于作為雙嚙測量原理的綜合測量結果的重復精度分散性大,無法準確判斷齒輪精度。雙面嚙合測量儀器相對比較簡單,測量鏈短,特別是近幾年隨著技術的快速發展,雙面嚙合測量儀器都大量采用了高精度基準光柵、電機驅動控制、計算機數據采集技術,儀器無論是機械精度,還是新技術的應用,都可以保證儀器本身的測量精度。產生測量結果分散性大的主要原因是由測量原理造成的,標準規定,采用比被測齒輪高兩個精度等級的“標準齒輪”作為基準元件(標準齒輪)與被測齒輪嚙合[3],考核中心距變動。在實際應用中,標準齒輪本身的制造誤差直接影響到測量結果,而且由于相位變化,在被測齒輪和標準齒輪嚙合測量過程中,中心距的變化還會隨著兩個齒輪之間嚙合相位的變化而變化,更加影響到測量結果的一致性[4]。所以說,提高齒輪徑向誤差,最主要的是提高“標準齒輪”精度,但高精度“標準齒輪”的制造成本相當昂貴。
本文提出一種預先對“標準齒輪”進行誤差修正的方法,利用計算機控制及誤差處理補償技術,可以很好的解決這個難題,降低對“標準齒輪”本身的精度要求,明顯提高測量結果的一致性。
1.智能齒輪雙面嚙合測量儀
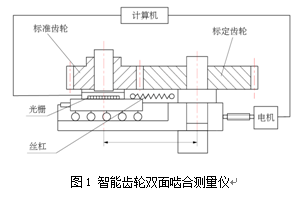
智能齒輪雙面嚙合測量儀有別于傳統手動量儀,具有自動計算機數控及誤差數據采集處理功能,為本文提出的標準齒輪誤差修正方法提供了技術基礎,如圖1所示。通過本文修正方法得到的齒輪一轉和一齒徑向綜合誤差測量重復精度的提高,保證了后續評定齒輪精度評定,誤差分組、毛刺、磕碰傷查找等功能的有效可信,特別是可以通過標定徑向絕對尺寸,進而評價齒輪徑向跳動、M值等參數,控制齒輪齒厚(側隙),結合齒輪自動測量線,還可根據需求分別完成批量齒輪的綜合驗收、統計分析、質量分檔、在線齒輪檢修及全面的誤差分析,實現了對齒輪測量的高精度、高效率、高可靠性的質量控制。最大限度的發揮齒輪雙面嚙合測量儀的作用。
2.標準齒輪誤差修正原理
本文提出的標準齒輪誤差修正原理的核心是采用一個與被標定的“標準齒輪”同精度等級的“共軛標定齒輪”,利用這個齒輪的一個特定齒,按照“進齒——嚙合——順時針旋轉一個齒距角——脫開——逆時針旋轉一個齒距角”動作,逐齒與被標定的“標準齒輪”進行嚙合,并進行數據采集測量,完成一周360°后,得到整圈的被標定“標準齒輪”的誤差修正值。
3.標準齒輪誤差修正方法
通過軟件編程,將“標準齒輪”的標定過程形成一個全自動的標定測量循環,得到修正數據,“標準齒輪”標定過程如下:
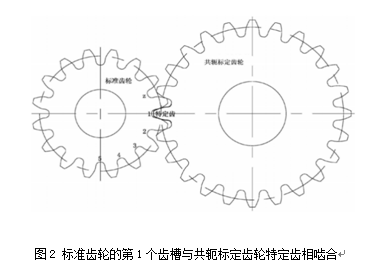
1、對所用標準齒輪的每個齒槽按順序依次用阿拉伯數字進行標記,并選定共軛標定齒輪的特定齒與標準齒輪的第1個齒槽進行徑向綜合測量嚙合,如圖2所示:
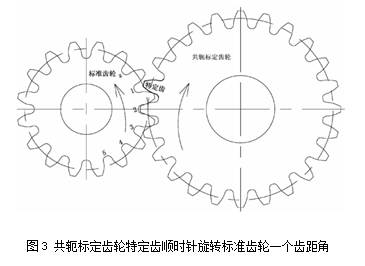
2、通過電機帶動共軛標定齒輪順時針旋轉標準齒輪的一個齒距角,如圖3所示,測量并采集兩個齒輪中心距誤差至計算機。
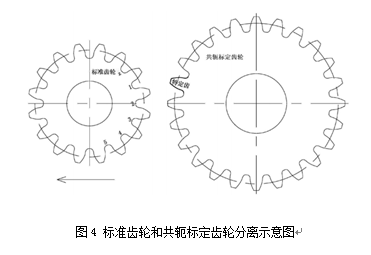
3、通過齒輪雙面嚙合測量儀中的滑板帶動標準齒輪與共軛標定齒輪分離,如圖4所示:
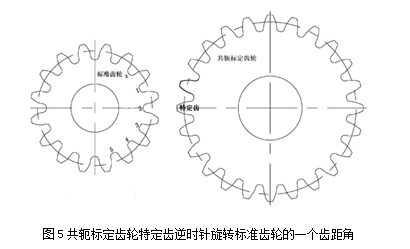
4、通過電機帶動共軛標定齒輪逆時針旋轉標準齒輪的一個齒距角,回到初始位置,對準標準齒輪的第2個齒槽,如圖5所示:
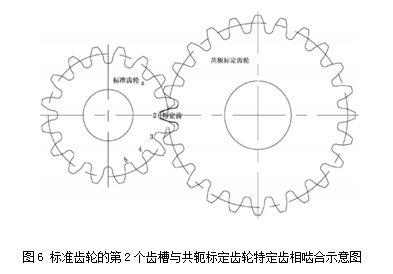
5、共軛標定齒輪的特定齒與標準齒輪的第2個齒槽進行徑向綜合測量嚙合,如圖6所示:
6、重復上述操作步驟,直至標準齒輪所有齒槽依次與共軛標定齒輪特定齒進行嚙合,得到標準齒輪的誤差修正值。
4.測量實驗
測量實驗采用工件模數為2.0,工件齒數50的齒輪為被測齒輪,標準齒輪齒數51,選取三個不同相位,測量徑向綜合總誤差Fi〞、一齒徑向綜合誤差fi〞、徑向跳動誤差Fr〞如圖7到圖12所示:
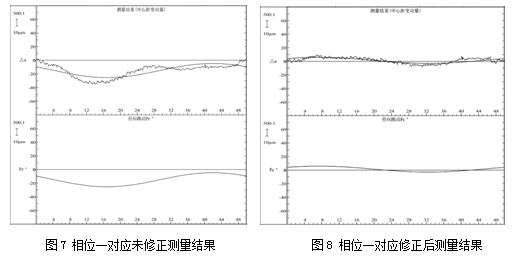
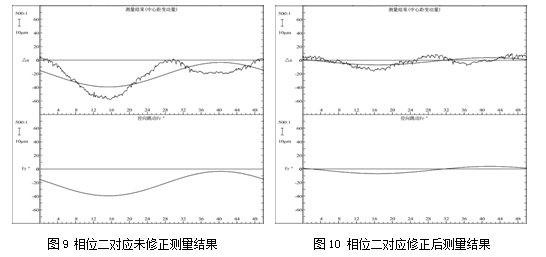
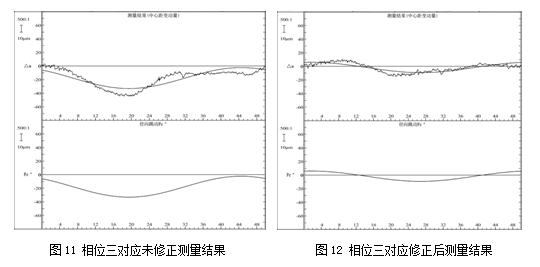
被測齒輪在三個不同相位,標準齒輪修正前測量結果和修正后的測量結果如表1、表2所示:
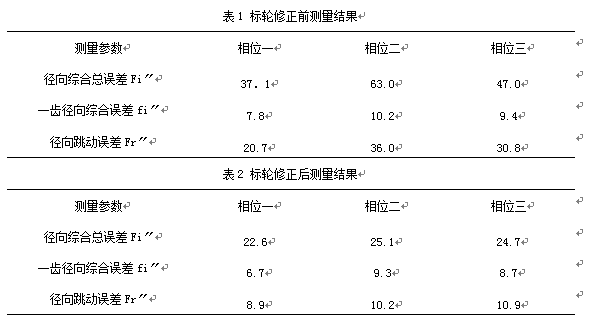
由表1和表2可以看出:修正前,徑向綜合總誤差Fi〞在三個相位誤差范圍為26 um,修正后,徑向綜合總誤差Fi〞在三個相位誤差范圍為2.5 um,比較后得出:修正后的徑向綜合總誤差Fi〞換相位測量結果精度在3 um以內,并且測量結果穩定,測量結果一致性顯著提高。
5.總結
本文從齒輪雙面嚙合的工作原理出發,提出了一種齒輪綜合測量標準齒輪的精度修正方法,該方法借助于與標準齒輪同等級精度的共軛標定齒輪來預先修正標準齒輪本身存在的誤差,并利用計算機控制及誤差補償方法對被測齒輪的徑向綜合誤差進行修正,準確地得到被測齒輪的徑向綜合誤差,解決了齒輪雙面嚙合測量結果分散性大的問題,使徑向綜合誤差控制在 3 um 以內,為確定齒輪雙面嚙合儀精度級別提供了可靠的依據。同時降低了對標準齒輪本身精度的要求,降低了齒輪測量的成本,提升齒輪的制造精度,滿足工業生產的需求。同時,對于減速機等行業齒輪品種多,應用本文方法,完全可以使用與被測齒輪同等精度等級的工件齒輪,經過標定和修正,代替標準齒輪使用,不需要配備批量標準齒輪,節省大量投入。
本文研究的齒輪綜合測量標準齒輪的精度修正方法已經成功申請發明專利,發明專利申請號為: 201610888031 .4。

參考文獻:
[1]孫洪濤,馬勇,凌四營.標準齒輪徑向綜合偏差檢測儀關鍵誤差分析. 機械傳動,2013.
[2] 湯潔.齒輪雙面嚙合多維測量理論及技術研究[D]. 北京工業大學,2009.
[3] 唐東紅,閻萍萍,張丙喜.齒輪雙嚙綜合誤差檢測方法的改進. 工具技術,2004.
[4] 范義峰,彭青龍,周廣才. 一種齒輪雙面嚙合測量儀及消除其所用標準齒輪引入誤差的方法.中國,201610888031.4[P]. 2018-11-20.
下一篇 飛輪齒圈自動檢測線

